Our research suggests that the bystander effect can be real and strong in organizations, especially when problems linger out in the open to everyone’s knowledge.
The bystander effect occurs when the presence of others discourages an individual from intervening in an emergency situation. When individuals relinquish responsibility for addressing a problem, the potential negative outcomes are wide-ranging. While a great deal of the research focuses on helping victims, the overcoming the bystander effect is very relevant to building a quality culture.
The literature on this often follows after social psychologists John M. Darley and Bibb Latané who identified the concept in the late ’60s. They defined five characteristics bystanders go through:
Notice that something is going on
Interpret the situation as being an emergency
Degree of responsibility felt
Form of assistance
Implement the action choice
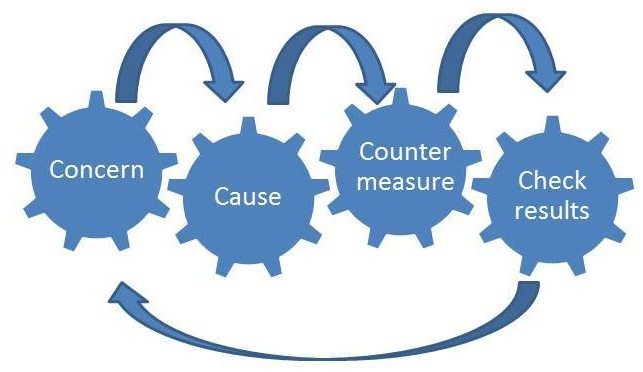
This is very similar to the 5 Cs of trouble-shooting: Concern (Notice), Cause (Interpret), Countermeasure (Form of Assistance and Implement), Check results.
What is critical here is that degree of responsibility felt. Without it we see people looking at a problem and shrugging, and then the problem goes on and on. It is also possible for people to just be so busy that the degree of responsibility is felt to the wrong aspect, such as “get the task done” or “do not slow down operations” and it leads to the wrong form of assistance – the wrong troubleshooting.
When building a quality culture, and making sure troubleshooting is an ingrained activity, it is important to work with employees so they understand that their voices are not redundant and that they need to share their opinions even if others have the same information. As the HBR article says: “If you see something, say something (even if others see the same thing).”
Building a quality culture is all about building norms which encourage detection of potential threats or problems and norms which encouraged improvements and innovation.
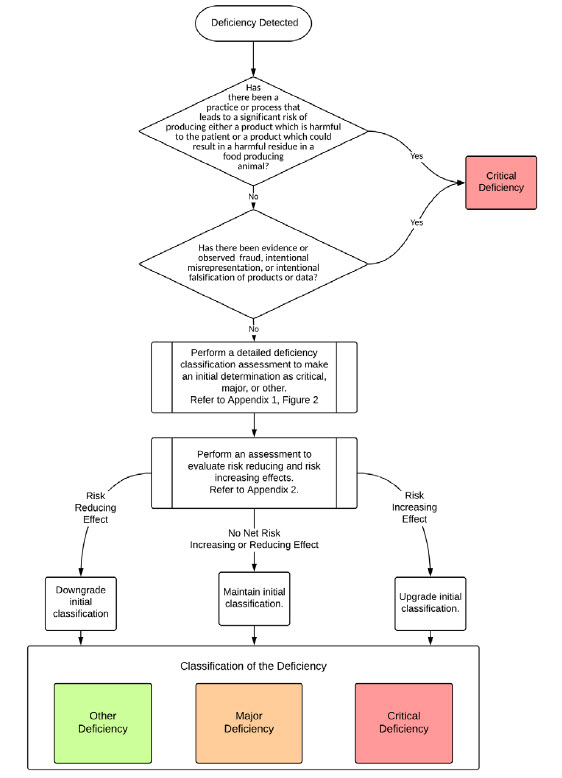
The Pharmaceutical Inspection Convention Cooperation Scheme (PIC/S) on 01-Jan-2019 released a long-awaited guidance to help regulators harmonize the classification and reporting of good manufacturing practice (GMP) deficiency outcomes from inspections. The guidance is designed as a “tool to support the risk-based classification of GMP deficiencies from inspections and to establish consistency amongst inspectorates.”
I recently had a discussion with one of the best root cause investigators and problem solvers I know, Thor McRockhammer. Thor had concerns about a case where the expected conditions were not met and there were indications that individuals engaged in troubleshooting and as a result not only made the problem worse but led to a set of issues that seem rather systematic.
Our conversation (which I do not want to go into too much detail on) was a great example of troubleshooting going wrong.
Troubleshooting is defined as “Reactive problem solving based upon quick responses to immediate symptoms. Provides relief and immediate problem mitigation. But may fail to get at the real cause, which can lead to prolonged cycles of firefighting.” Troubleshooting usually goes wrong one of a few ways:
Not knowing when troubleshooting shouldn’t be executed
Using troubleshooting exclusively
Not knowing when to go to other problem solving tools (usually “Gap from standard”) or to trigger other quality systems, such as change management.
Troubleshooting is a reactive process of fixing problems by rapid response and short-term corrective actions. It covers noticing the problem, stopping the damage and preventing spread of the problem.
So if our departure from expected conditions was a leaky gasket, then troubleshooting is to try to stop the leak. If our departure is a missing cart then troubleshooting usually involves finding the cart.
Troubleshooting puts things back into the expected condition without changing anything. It addresses the symptom and not the fundamental problems and their underlying causes. They are carried out directly by the people who experience the symptoms, relying upon thorough training, expertise and procedures designed explicitly for troubleshooting.
With out leaky gasket example, our operators are trained and have procedural guidance to tighten or even replace a gasket. They also know what not to do (for example don’t weld the pipe, don’t use a different gasket, etc). There is also a process for documenting the troubleshooting happened (work order, comment, etc).
To avoid the problems listed above troubleshooting needs a process that people can be thoroughly trained in. This process needs to cover what to do, how to communicate it, and where the boundaries are.
·What do we known about the exact nature of the problem?
·What do your
standards say about how this concern should be documented?
oFor example,
can be addressed as a comment or does it require a deviation or similar non-conformance
·If the concern stems
from a requirement it must be documented.
Cause
·What do you
know about the apparent (or root) cause of the problem?
·Troubleshooting
is really good at dealing with superficial cause-and-effect relationships. As
the cause deepens, fixing it requires deeper problem-solving.
·The cause can
be a deficiency or departure from a standard
Countermeasure
·What immediate
or temporary countermeasures can be taken to reduce or eliminate the problem?
·Are follow-up
or more permanent countermeasures required to prevent recurrence?
oIf so, do you
need to investigate more deeply?
·Countermeasures
need to be evaluated against change management
·Countermeasures
cannot ignore, replace or go around standards
·Apply good
knowledge management
Check results
·Did the results
of the action have any immediate effect on eliminating the concern or
problem?
·Does the
problem repeat?
oIf so, do you
need to investigate more deeply?
·Recurrence
should trigger deeper problem-solving and be recorded in the quality system.
·Beware troubleshooting
countermeasures becoming tribal knowledge and the new way of working
Trouble shooting is in a box
Think of your standards as a box. This box defines what should happen per our qualified/validated state, our procedures, and the like. We can troubleshoot as much as we want within the box. We cannot change the box in any way, nor can we leave the box without triggering our deviation/nonconformance system (reactive) or entering change management (proactive).
Communication is critical for troubleshooting
Troubleshooting processes need a mechanism for letting supervisors happen. Troubleshooting that happens in the dark is going to cause a disaster.
Operators need to be trained how to document troubleshooting. Sometimes this is as simple as a notation or comment, other-times you trigger a corrective action process.
Engaging in troubleshooting, and not documenting it starts to look a like fraud and is a data integrity concern.
Change Management
The change management process should be triggered as a result of troubleshooting. Operators should be trained to interpret it. This is often were concept of exact replacements and like-for-like come in.
It is trouble shooting to replace a part with an exact part. Anything else (including functional equivalency) is a higher order change management activity. It is important that everyone involved knows the difference.
Covers
Is it troubleshooting?
Like-for- Like
Spare parts that are identical replacements (has the same the same manufacturer, part number, material of construction, version)
Existing contingency procedures (documented, verified, ideally part of qualification/validation)
Yes
This should be built into procedures like corrective maintenance, spare parts, operations and even contingency procedures.
Functionally equivalent
Equivalent, for example, performance, specifications, physical characteristics, usability, maintainability, cleanability, safety
No
Need to understand root cause. Need to undergo appropriate level of change management
New
Anything else
No
Need to understand root cause. Need to undergo appropriate level of change management
This applies to both administrative and technical controls.
ITIL Incident Management
ITIL Incident Management (or similar models) is just troubleshooting and has all the same hallmarks and concerns.
Conclusion
Trouble shooting is an integral process. And like all processes it should have a standard, be trained on, and go through continuous improvement.
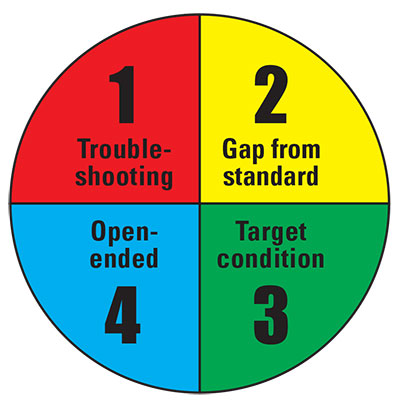
Troubleshooting: A reactive process of rapidly fixing abnormal conditions by returning things to immediately known standards. While beneficial in the immediate term this approach often fails to solve the problem’s root cause.
Gap-from-standard: A structured problem-solving process that aims more at the root cause through problem definition, goal setting, analysis, countermeasure implementation, checks, standards, and follow-up activities.
Target-state: Continuous improvement that goes beyond existing levels of performance to achieve new and better standards or conditions.
Open-ended and Innovation: Unrestricted pursuit through creativity and synthesis of a vision or ideal condition that entail radical improvements and unexpected products, processes, systems, or value for the customer beyond current levels.
Art Smalley is a well known Lean expert, and this book definitely grows out of the wisdom and is a pretty good read. He shares the strengths and weakness of each problem solving technique providing many points of introspection, such as the questions at the end of each chapter and excellent illustrations.
This book provides s a framework, a mental model, to effectively approach and assess a situation in order to seek and bring the appropriate kind of thinking to calmly, confidently address the problem at hand.
In many ways this book was my favorite quality book of 2018. I think it could serve as a valuable primer and I’m contemplating how to use it for internal training this year.
The proposed technical correction regulation, the other two guidance documents, and the list deal with the transition of certain biological products from NDAs to BLAs. Starting with the simplest, the proposed (so-called) technical correction would amend the definition of “biological product” in 21 C.F.R. § 600.3(h) to conform to the definition implemented in the BPCIA and provide an interpretation of the statutory terms “protein” and “chemically synthesized polypeptide.” FDA calls it a “technical correction” in the proposed rule, but this isn’t really technical, nor is it a correction. Indeed, it reflects a significant change to the definition of biological product because the rule would replace the phrase “means any” with the phrase “means a” and would add the phrase “protein (except any chemically synthesized polypeptide)” to the definition of “biological product.” Consistent with the April 2015 Questions & Answers guidance, the proposed rule would amend 21 C.F.R. § 600.3(h) to further define protein as any alpha amino acid polymer with a specific defined sequence that is greater than 40 amino acids in size, and the term chemically synthesized polypeptide as any alpha amino acid polymer that: (1) is made entirely by chemical synthesis and (2) is greater than 40 amino acids but less than 100 amino acids in size. Given that that FDA has been using this definition since the publication of the April 2015 final version of this Question and Answer guidance, this proposed regulation is unlikely to catch industry by surprise. But this is just one of multiple steps FDA is taking to prepare industry for the March 2020 transition of certain biological products approved under NDAs to BLAs.
— Read on www.fdalawblog.net/2019/01/avalanche-or-roadblock-fda-publishes-flurries-of-biologic-and-biosimilar-materials/