Problem-solving is too often shaped by the assumption that the system is perfectly understood and fully specified. If something goes wrong—a deviation, a batch out-of-spec, or a contamination event—our approach is to dissect what “failed” and fix that flaw, believing this will restore order. This way of thinking, which I call the malfunction mindset, is as ingrained as it is incomplete. It assumes that successful outcomes are the default, that work always happens as written in SOPs, and that only failure deserves our scrutiny.
But here’s the paradox: most of the time, our highly complex manufacturing environments actually succeed—often under imperfect, shifting, and not fully understood conditions. If we only study what failed, and never question how our systems achieve their many daily successes, we miss the real nature of pharmaceutical quality: it is not the absence of failure, but the presence of robust, adaptive work. Taking this broader, more nuanced perspective is not just an academic exercise—it’s essential for building resilient operations that truly protect patients, products, and our organizations.
Drawing from my thinking through zemblanity (the predictable but often overlooked negative outcomes of well-intentioned quality fixes), the effectiveness paradox (why “nothing bad happened” isn’t proof your quality system works), and the persistent gap between work-as-imagined and work-as-done, this post explores why the malfunction mindset persists, how it distorts investigations, and what future-ready quality management should look like.
The Allure—and Limits—of the Failure Model
Why do we reflexively look for broken parts and single points of failure? It is, as Sidney Dekker has argued, both comforting and defensible. When something goes wrong, you can always point to a failed sensor, a missed checklist, or an operator error. This approach—introducing another level of documentation, another check, another layer of review—offers a sense of closure and regulatory safety. After all, as long as you can demonstrate that you “fixed” something tangible, you’ve fulfilled investigational due diligence.
Yet this fails to account for how quality is actually produced—or lost—in the real world. The malfunction model treats systems like complicated machines: fix the broken gear, oil the creaky hinge, and the machine runs smoothly again. But, as Dekker reminds us in Drift Into Failure, such linear thinking ignores the drift, adaptation, and emergent complexity that characterize real manufacturing environments. The truth is, in complex adaptive systems like pharmaceutical manufacturing, it often takes more than one “error” for failure to manifest. The system absorbs small deviations continuously, adapting and flexing until, sometimes, a boundary is crossed and a problem surfaces.
W. Edwards Deming’s wisdom rings truer than ever: “Most problems result from the system itself, not from individual faults.” A sustainable approach to quality is one that designs for success—and that means understanding the system-wide properties enabling robust performance, not just eliminating isolated malfunctions.
Procedural Fundamentalism: The Work-as-Imagined Trap
One of the least examined, yet most impactful, contributors to the malfunction mindset is procedural fundamentalism—the belief that the written procedure is both a complete specification and an accurate description of work. This feels rigorous and provides compliance comfort, but it is a profound misreading of how work actually happens in pharmaceutical manufacturing.
Work-as-imagined, as elucidated by Erik Hollnagel and others, represents an abstraction: it is how distant architects of SOPs visualize the “correct” execution of a process. Yet, real-world conditions—resource shortages, unexpected interruptions, mismatched raw materials, shifting priorities—force adaptation. Operators, supervisors, and Quality professionals do not simply “follow the recipe”: they interpret, improvise, and—crucially—adjust on the fly.
When we treat procedures as authoritative descriptions of reality, we create the proxy problem: our investigations compare real operations against an imagined baseline that never fully existed. Deviations become automatically framed as problem points, and success is redefined as rigid adherence, regardless of context or outcome.
Complexity, Performance Variability, and Real Success
So, how do pharmaceutical operations succeed so reliably despite the ever-present complexity and variability of daily work?
The answer lies in embracing performance variability as a feature of robust systems, not a flaw. In high-reliability environments—from aviation to medicine to pharmaceutical manufacturing—success is routinely achieved not by demanding strict compliance, but by cultivating adaptive capacity.
Consider environmental monitoring in a sterile suite: The procedure may specify precise times and locations, but a seasoned operator, noticing shifts in people flow or equipment usage, might proactively sample a high-risk area more frequently. This adaptation—not captured in work-as-imagined—actually strengthens data integrity. Yet, traditional metrics would treat this as a procedural deviation.
This is the paradox of the malfunction mindset: in seeking to eliminate all performance variability, we risk undermining precisely those adaptive behaviors that produce reliable quality under uncertainty.
Why the Malfunction Mindset Persists: Cognitive Comfort and Regulatory Reinforcement
Why do organizations continue to privilege the malfunction mindset, even as evidence accumulates of its limits? The answer is both psychological and cultural.
Component breakdown thinking is psychologically satisfying—it offers a clear problem, a specific cause, and a direct fix. For regulatory agencies, it is easy to measure and audit: did the deviation investigation determine the root cause, did the CAPA address it, does the documentation support this narrative? Anything that doesn’t fit this model is hard to defend in audits or inspections.
Yet this approach offers, at best, a partial diagnosis and, at worst, the illusion of control. It encourages organizations to catalog deviations while blindly accepting a much broader universe of unexamined daily adaptations that actually determine system robustness.
Complexity Science and the Art of Organizational Success
To move toward a more accurate—and ultimately more effective—model of quality, pharmaceutical leaders must integrate the insights of complexity science. Drawing from the work of Stuart Kauffman and others at the Santa Fe Institute, we understand that the highest-performing systems operate not at the edge of rigid order, but at the “edge of chaos,” where structure is balanced with adaptability.
In these systems, success and failure both arise from emergent properties—the patterns of interaction between people, procedures, equipment, and environment. The most meaningful interventions, therefore, address how the parts interact, not just how each part functions in isolation.
This explains why traditional root cause analysis, focused on the parts, often fails to produce lasting improvements; it cannot account for outcomes that emerge only from the collective dynamics of the system as a whole.
Investigating for Learning: The Take-the-Best Heuristic
A key innovation needed in pharmaceutical investigations is a shift to what Hollnagel calls Safety-II thinking: focusing on how things go right as well as why they occasionally go wrong.
Here, the take-the-best heuristic becomes crucial. Instead of compiling lists of all deviations, ask: Among all contributing factors, which one, if addressed, would have the most powerful positive impact on future outcomes, while preserving adaptive capacity? This approach ensures investigations generate actionable, meaningful learning, rather than feeding the endless paper chase of “compliance theater.”
Building Systems That Support Adaptive Capability
Taking complexity and adaptive performance seriously requires practical changes to how we design procedures, train, oversee, and measure quality.
Procedure Design: Make explicit the distinction between objectives and methods. Procedures should articulate clear quality goals, specify necessary constraints, but deliberately enable workers to choose methods within those boundaries when faced with new conditions.
Training: Move beyond procedural compliance. Develop adaptive expertise in your staff, so they can interpret and adjust sensibly—understanding not just “what” to do, but “why” it matters in the bigger system.
Oversight and Monitoring: Audit for adaptive capacity. Don’t just track “compliance” but also whether workers have the resources and knowledge to adapt safely and intelligently. Positive performance variability (smart adaptations) should be recognized and studied.
Quality System Design: Build systematic learning from both success and failure. Examine ordinary operations to discern how adaptive mechanisms work, and protect these capabilities rather than squashing them in the name of “control.”
Leadership and Systems Thinking
Realizing this vision depends on a transformation in leadership mindset—from one seeking control to one enabling adaptive capacity. Deming’s profound knowledge and the principles of complexity leadership remind us that what matters is not enforcing ever-stricter compliance, but cultivating an organizational context where smart adaptation and genuine learning become standard.
Leadership must:
Distinguish between complicated and complex: Apply detailed procedures to the former (e.g., calibration), but support flexible, principles-based management for the latter.
Tolerate appropriate uncertainty: Not every problem has a clear, single answer. Creating psychological safety is essential for learning and adaptation during ambiguity.
Develop learning organizations: Invest in deep understanding of operations, foster regular study of work-as-done, and celebrate insights from both expected and unexpected sources.
Practical Strategies for Implementation
Turning these insights into institutional practice involves a systematic, research-inspired approach:
Start procedure development with observation of real work before specifying methods. Small scale and mock exercises are critical.
Employ cognitive apprenticeship models in training, so that experience, reasoning under uncertainty, and systems thinking become core competencies.
Begin investigations with appreciative inquiry—map out how the system usually works, not just how it trips up.
Measure leading indicators (capacity, information flow, adaptability) not just lagging ones (failures, deviations).
Create closed feedback loops for corrective actions—insisting every intervention be evaluated for impact on both compliance and adaptive capacity.
Scientific Quality Management and Adaptive Systems: No Contradiction
The tension between rigorous scientific quality management (QbD, process validation, risk management frameworks) and support for adaptation is a false dilemma. Indeed, genuine scientific quality management starts with humility: the recognition that our understanding of complex systems is always partial, our controls imperfect, and our frameworks provisional.
A falsifiable quality framework embeds learning and adaptation at its core—treating deviations as opportunities to test and refine models, rather than simply checkboxes to complete.
The best organizations are not those that experience the fewest deviations, but those that learn fastest from both expected and unexpected events, and apply this knowledge to strengthen both system structure and adaptive capacity.
Embracing Normal Work: Closing the Gap
Normal pharmaceutical manufacturing is not the story of perfect procedural compliance; it’s the story of people, working together to achieve quality goals under diverse, unpredictable, and evolving conditions. This is both more challenging—and more rewarding—than any plan prescribed solely by SOPs.
To truly move the needle on pharmaceutical quality, organizations must:
Embrace performance variability as evidence of adaptive capacity, not just risk.
Investigate for learning, not blame; study success, not just failure.
Design systems to support both structure and flexible adaptation—never sacrificing one entirely for the other.
Cultivate leadership that values humility, systems thinking, and experimental learning, creating a culture comfortable with complexity.
This approach will not be easy. It means questioning decades of compliance custom, organizational habit, and intellectual ease. But the payoff is immense: more resilient operations, fewer catastrophic surprises, and, above all, improved safety and efficacy for the patients who depend on our products.
The challenge—and the opportunity—facing pharmaceutical quality management is to evolve beyond compliance theater and malfunction thinking into a new era of resilience and organizational learning. Success lies not in the illusory comfort of perfectly executed procedures, but in the everyday adaptations, intelligent improvisation, and system-level capabilities that make those successes possible.
The call to action is clear: Investigate not just to explain what failed, but to understand how, and why, things so often go right. Protect, nurture, and enhance the adaptive capacities of your organization. In doing so, pharmaceutical quality can finally become more than an after-the-fact audit; it will become the creative, resilient capability that patients, regulators, and organizations genuinely want to hire.
Statistical Process Control (SPC) is both a standalone methodology and a critical component of broader quality management systems. Rooted in statistical principles, SPC enables organizations to monitor, control, and improve processes by distinguishing between inherent (common-cause) and assignable (special-cause) variation. This blog post explores SPC’s role in modern quality strategies, control charts as its primary tools, and practical steps for implementation, while emphasizing its integration into holistic frameworks like Six Sigma and Quality by Design (QbD).
SPC as a Methodology and Its Strategic Integration
SPC serves as a core methodologyfor achieving process stability through statistical tools, but its true value emerges when embedded within larger quality systems. For instance:
Quality by Design (QbD): In pharmaceutical manufacturing, SPC aligns with QbD’s proactive approach, where critical process parameters (CPPs) and material attributes are predefined using risk assessment. Control charts monitor these parameters to ensure they remain within Normal Operating Ranges (NORs) and Proven Acceptable Ranges (PARs), safeguarding product quality.
Six Sigma: SPC tools like control charts are integral to the “Measure” and “Control” phases of the DMAIC (Define-Measure-Analyze-Improve-Control) framework. By reducing variability, SPC helps achieve Six Sigma’s goal of near-perfect processes.
Regulatory Compliance: In regulated industries, SPC supports Ongoing Process Verification (OPV) and lifecycle management. For example, the FDA’s Process Validation Guidance emphasizes SPC for maintaining validated states, requiring trend analysis of quality metrics like deviations and out-of-specification (OOS) results.
This integration ensures SPC is not just a technical tool but a strategic asset for continuous improvement and compliance.
When to Use Statistical Process Control
SPC is most effective in environments where process stability and variability reduction are critical. Below are key scenarios for its application:
High-Volume Manufacturing
In industries like automotive or electronics, where thousands of units are produced daily, SPC identifies shifts in process mean or variability early. For example, control charts for variables data (e.g., X-bar/R charts) monitor dimensions of machined parts, ensuring consistency across high-volume production runs. The ASTM E2587 standard highlights that SPC is particularly valuable when subgroup data (e.g., 20–25 subgroups) are available to establish reliable control limits.
Batch Processes with Critical Quality Attributes
In pharmaceuticals or food production, batch processes require strict adherence to specifications. Attribute control charts (e.g., p-charts for defect rates) track deviations or OOS results, while individual/moving range (I-MR) charts monitor parameters.
Regulatory and Compliance Requirements
Regulated industries (e.g., pharmaceutical, medical devices, aerospace) use SPC to meet standards like ISO 9001 or ICH Q10. For instance, SPC’s role in Continious Process Verification (CPV) ensures processes remain in a state of control post-validation. The FDA’s emphasis on data-driven decision-making aligns with SPC’s ability to provide evidence of process capability and stability.
Continuous Improvement Initiatives
SPC is indispensable in projects aimed at reducing waste and variation. By identifying special causes (e.g., equipment malfunctions, raw material inconsistencies), teams can implement corrective actions. Western Electric Rules applied to control charts detect subtle shifts, enabling root-cause analysis and preventive measures.
Early-Stage Process Development
During process design, SPC helps characterize variability and set realistic tolerances. Exponentially Weighted Moving Average (EWMA) charts detect small shifts in pilot-scale batches, informing scale-up decisions. ASTM E2587 notes that SPC is equally applicable to both early-stage development and mature processes, provided rational subgrouping is used.
Supply Chain and Supplier Quality
SPC extends beyond internal processes to supplier quality management. c-charts or u-charts monitor defect rates from suppliers, ensuring incoming materials meet specifications.
In all cases, SPC requires sufficient data (typically ≥20 subgroups) and a commitment to data-driven culture. It is less effective in one-off production or where measurement systems lack precision.
Control Charts: The Engine of SPC
Control charts are graphical tools that plot process data over time against statistically derived control limits. They serve two purposes:
Monitor Stability: Detect shifts or trends indicating special causes.
Drive Improvement: Provide data for root-cause analysis and corrective actions.
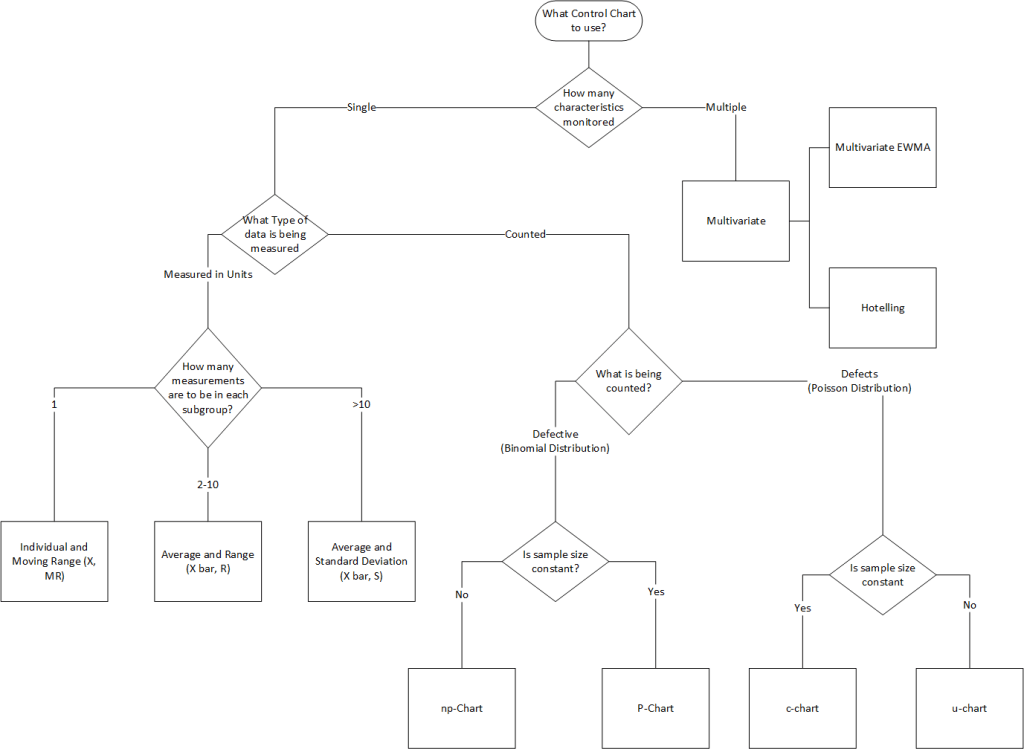
Types of Control Charts
Control charts are categorized by data type:
Data Type
Chart Type
Use Case
Variables (Continuous)
X-bar & R
Monitor process mean and variability (subgroups of 2–10).
X-bar & S
Similar to X-bar & R but uses standard deviation.
Individual & Moving Range (I-MR)
For single measurements (e.g., batch processes).
Attributes (Discrete)
p-chart
Proportion of defective units (variable subgroup size).
np-chart
Number of defective units (fixed subgroup size).
c-chart
Count of defects per unit (fixed inspection interval).
u-chart
Defects per unit (variable inspection interval).
Decision Rules: Western Electric and Nelson Rules
Control charts become actionable when paired with decision rules to identify non-random variation:
Western Electric Rules
A process is out of control if:
1 point exceeds 3σ limits.
2/3 consecutive points exceed 2σ on the same side.
4/5 consecutive points exceed 1σ on the same side.
Define Normal Operating Ranges (NORs) and Proven Acceptable Ranges (PARs) for CPPs.
Set alert limits (e.g., 2σ) and action limits (3σ) for KPIs like deviations or OOS results.
Trending Practices:
Quarterly Reviews: Assess control charts for special causes.
Annual NOR Reviews: Re-evaluate limits after process changes.
CAPA Integration: Investigate trends and implement corrective actions.
Conclusion
SPC is a powerhouse methodology that thrives when embedded within broader quality systems. By aligning SPC with control strategies—through NORs, PARs, and structured trending—organizations achieve not just compliance, but excellence. Whether in pharmaceuticals, manufacturing, or beyond, SPC remains a timeless tool for mastering variability.
We often encounter three fundamental concepts in quality management: methodologies, frameworks, and tools. Despite their critical importance in shaping how we approach challenges, these terms are frequently unclear. It is pretty easy to confuse these concepts, using them interchangeably or misapplying them in practice.
This confusion is not merely a matter of semantics. Misunderstandings or misapplications of methodologies, frameworks, and tools can lead to ineffective problem-solving, misaligned strategies, and suboptimal outcomes. When we fail to distinguish between a methodology’s structured approach, a framework’s flexible guidance, and a tool’s specific function, we risk applying the wrong solution to our challenges or missing out on creative opportunities from their proper use.
In this blog post, I will provide clear definitions, illustrate their interrelationships, and demonstrate their real-world application. By doing so, we will clarify these often-confused terms and show how their proper understanding and application can significantly enhance our approach to quality management and other critical business processes.
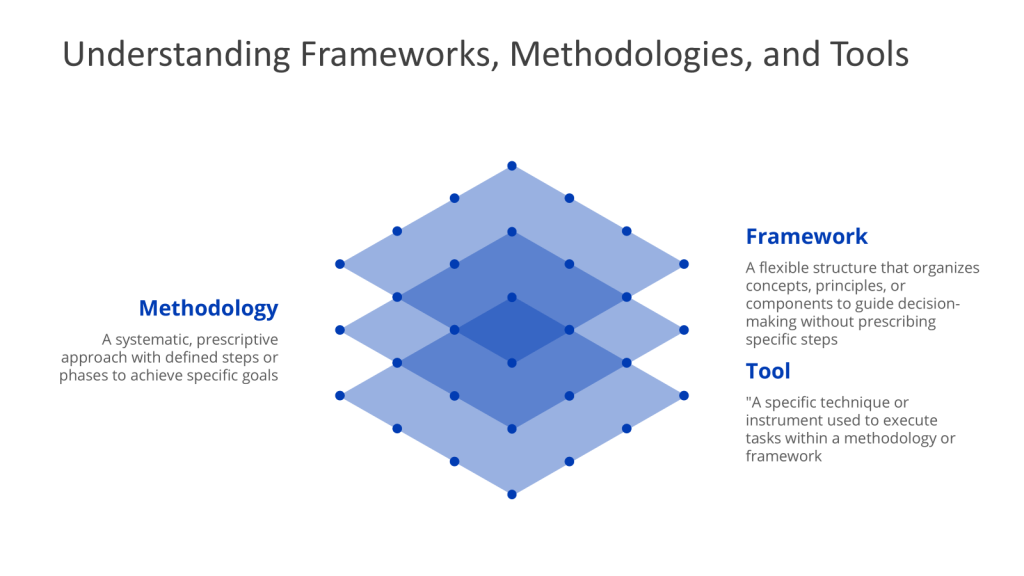
Framework: The Conceptual Scaffolding
A framework is a flexible structure that organizes concepts, principles, and practices to guide decision-making. Unlike methodologies, frameworks are not rigidly sequential; they provide a mental model or lens through which problems can be analyzed. Frameworks emphasize what needs to be addressed rather than how to address it.
For example:
Systems Thinking Frameworks conceptualize problems as interconnected components (e.g., inputs, processes, outputs).
QbD Frameworks outline elements like Quality Target Product Profiles (QTPP) and Critical Process Parameters (CPPs) to embed quality into product design.
Frameworks enable adaptability, allowing practitioners to tailor approaches to specific contexts while maintaining alignment with overarching goals.
Methodology: The Structured Pathway
A methodology is a systematic, step-by-step approach to solving problems or achieving objectives. It provides a structured sequence of actions, often grounded in theoretical principles, and defines how tasks should be executed. Methodologies are prescriptive, offering clear guidelines to ensure consistency and repeatability.
For example:
Six Sigma follows the DMAIC (Define, Measure, Analyze, Improve, Control) methodology to reduce process variation.
8D (Eight Disciplines) is a problem-solving methodology with steps like containment, root cause analysis, and preventive action.
Methodologies act as “recipes” that standardize processes across teams, making them ideal for regulated industries (e.g., pharmaceuticals) where auditability and compliance are critical.
Tool: The Tactical Instrument
A tool is a specific technique, model, or instrument used to execute tasks within a methodology or framework. Tools are action-oriented and often designed for a singular purpose, such as data collection, analysis, or visualization.
For example:
Root Cause Analysis Tools: Fishbone diagrams, Why-Why, and Pareto charts.
Process Validation Tools: Statistical Process Control (SPC) charts, Failure Mode Effects Analysis (FMEA).
Tools are the “nuts and bolts” that operationalize methodologies and frameworks, converting theory into actionable insights.
How They Interrelate: Building a Cohesive Strategy
Methodologies, frameworks, and tools are interdependent. A framework provides the conceptual structure for understanding a problem, the methodology defines the execution plan, and tools enable practical implementation.
Example in Systems Thinking:
Framework: Systems theory identifies inputs, processes, outputs, and feedback loops.
Validation: Ongoing process verification ensures consistent quality.
Tools: Checklists (IQ), stress testing (OQ), and Process Analytical Technology (PAT) for real-time monitoring.
Without frameworks, methodologies lack context; without tools, methodologies remain theoretical.
Quality Management in the Model
Quality management is not inherently a framework, but rather an overarching concept that can be implemented through various frameworks, methodologies, and tools.
Quality management encompasses a broad range of activities aimed at ensuring products, services, and processes meet consistent quality standards. It can be implemented using different approaches:
Quality Management Frameworks: These provide structured systems for managing quality, such as:
ISO 9001: A set of guidelines for quality management systems
Total Quality Management (TQM): An integrative system focusing on customer satisfaction and continuous improvement
Quality Management Methodologies: These offer systematic approaches to quality management, including:
Six Sigma: A data-driven methodology for eliminating defects
Lean: A methodology focused on minimizing waste while maximizing customer value
Quality Management Tools: There are too many tools to count (okay I have a few books on my shelf that try) but tools are usually built to meet the core elements that make up quality management practices:
Quality Planning
Quality Assurance
Quality Control
Quality Improvement
In essence, quality management is a comprehensive approach that can be structured and implemented using various frameworks, but it is not itself a framework.
Root Cause Analysis (RCA): Framework or Methodology?
Root cause analysis (RCA) functions as both a framework and a methodology, depending on its application and implementation.
Root Cause Analysis as a Framework
RCA serves as a framework when it provides a conceptual structure for organizing causal analysis without prescribing rigid steps. It offers:
Guiding principles: Focus on systemic causes over symptoms, emphasis on evidence-based analysis.
Flexible structure: Adaptable to diverse industries (e.g., healthcare, manufacturing) and problem types.
Tool integration: Accommodates methods like 5 Whys, Fishbone diagrams, and Fault Tree Analysis.
Root Cause Analysis as a Methodology
RCA becomes a methodology when applied as a systematic process with defined steps:
Problem definition: Quantify symptoms and impacts.
Data collection: Gather evidence through interviews, logs, or process maps.
Causal analysis: Use tools like 5 Whys or Fishbone diagrams to trace root causes.
Structured phases (Define, Measure, Analyze, Improve, Control) for defect reduction.
8D
Methodology
Eight disciplines for containment, root cause analysis, and preventive action.
RCA Tools
Tools (e.g., 5 Whys, Fishbone)
Tactical instruments used within methodologies.
RCA is a framework when providing a scaffold for causal analysis (e.g., categorizing causes into human/process/systemic factors).
RCA becomes a methodology when systematized into phases (e.g., 5 Whys) or integrated into broader methodologies like Six Sigma.
Six Sigma and 8D are methodologies, not frameworks, due to their prescriptive, phase-based structures.
This duality allows RCA to adapt to contexts ranging from incident reviews to engineering failure analysis, making it a versatile approach for systemic problem-solving.
Synergy for Systemic Excellence
Methodologies provide the roadmap, frameworks offer the map, and tools equip the journey. In systems thinking and QbD, their integration ensures holistic problem-solving—whether optimizing manufacturing validation (CQV) or eliminating defects (Six Sigma). By anchoring these elements in process thinking, organizations transform isolated actions into coherent, quality-driven systems. Clarity on these distinctions isn’t academic; it’s the foundation of sustainable excellence.
In a past post discussing the program level in the document hierarchy, I outlined how program documents serve as critical connective tissue between high-level policies and detailed procedures. Today, I’ll explore three distinct but related approaches to control strategies: the Annex 1 Contamination Control Strategy (CCS), the ICH Q8 Process Control Strategy, and a Technology Platform Control Strategy. Understanding their differences and relationships allows us to establish a comprehensive quality system in pharmaceutical manufacturing, especially as regulatory requirements continue to evolve and emphasize more scientific, risk-based approaches to quality management.
Control strategies have evolved significantly and are increasingly central to pharmaceutical quality management. As I noted in my previous article, program documents create an essential mapping between requirements and execution, demonstrating the design thinking that underpins our quality processes. Control strategies exemplify this concept, providing comprehensive frameworks that ensure consistent product quality through scientific understanding and risk management.
The pharmaceutical industry has gradually shifted from reactive quality testing to proactive quality design. This evolution mirrors the maturation of our document hierarchies, with control strategies occupying that critical program-level space between overarching quality policies and detailed operational procedures. They serve as the blueprint for how quality will be achieved, maintained, and improved throughout a product’s lifecycle.
This evolution has been accelerated by increasing regulatory scrutiny, particularly following numerous drug recalls and contamination events resulting in significant financial losses for pharmaceutical companies.
Annex 1 Contamination Control Strategy: A Facility-Focused Approach
The Annex 1 Contamination Control Strategy represents a comprehensive, facility-focused approach to preventing chemical, physical and microbial contamination in pharmaceutical manufacturing environments. The CCS takes a holistic view of the entire manufacturing facility rather than focusing on individual products or processes.
A properly implemented CCS requires a dedicated cross-functional team representing technical knowledge from production, engineering, maintenance, quality control, microbiology, and quality assurance. This team must systematically identify contamination risks throughout the facility, develop mitigating controls, and establish monitoring systems that provide early detection of potential issues. The CCS must be scientifically formulated and tailored specifically for each manufacturing facility’s unique characteristics and risks.
What distinguishes the Annex 1 CCS is its infrastructural approach to Quality Risk Management. Rather than focusing solely on product attributes or process parameters, it examines how facility design, environmental controls, personnel practices, material flow, and equipment operate collectively to prevent contamination. The CCS process involves continual identification, scientific evaluation, and effective control of potential contamination risks to product quality.
Critical Factors in Developing an Annex 1 CCS
The development of an effective CCS involves several critical considerations. According to industry experts, these include identifying the specific types of contaminants that pose a risk, implementing appropriate detection methods, and comprehensively understanding the potential sources of contamination. Additionally, evaluating the risk of contamination and developing effective strategies to control and minimize such risks are indispensable components of an efficient contamination control system.
When implementing a CCS, facilities should first determine their critical control points. Annex 1 highlights the importance of considering both plant design and processes when developing a CCS. The strategy should incorporate a monitoring and ongoing review system to identify potential lapses in the aseptic environment and contamination points in the facility. This continuous assessment approach ensures that contamination risks are promptly identified and addressed before they impact product quality.
ICH Q8 Process Control Strategy: The Quality by Design Paradigm
While the Annex 1 CCS focuses on facility-wide contamination prevention, the ICH Q8 Process Control Strategy takes a product-centric approach rooted in Quality by Design (QbD) principles. The ICH Q8(R2) guideline introduces control strategy as “a planned set of controls derived from current product and process understanding that ensures process performance and product quality”. This approach emphasizes designing quality into products rather than relying on final testing to detect issues.
The ICH Q8 guideline outlines a set of key principles that form the foundation of an effective process control strategy. At its core is pharmaceutical development, which involves a comprehensive understanding of the product and its manufacturing process, along with identifying critical quality attributes (CQAs) that impact product safety and efficacy. Risk assessment plays a crucial role in prioritizing efforts and resources to address potential issues that could affect product quality.
The development of an ICH Q8 control strategy follows a systematic sequence: defining the Quality Target Product Profile (QTPP), identifying Critical Quality Attributes (CQAs), determining Critical Process Parameters (CPPs) and Critical Material Attributes (CMAs), and establishing appropriate control methods. This scientific framework enables manufacturers to understand how material attributes and process parameters affect product quality, allowing for more informed decision-making and process optimization.
Design Space and Lifecycle Approach
A unique aspect of the ICH Q8 control strategy is the concept of “design space,” which represents a range of process parameters within which the product will consistently meet desired quality attributes. Developing and demonstrating a design space provides flexibility in manufacturing without compromising product quality. This approach allows manufacturers to make adjustments within the established parameters without triggering regulatory review, thus enabling continuous improvement while maintaining compliance.
What makes the ICH Q8 control strategy distinct is its dynamic, lifecycle-oriented nature. The guideline encourages a lifecycle approach to product development and manufacturing, where continuous improvement and monitoring are carried out throughout the product’s lifecycle, from development to post-approval. This approach creates a feedback-feedforward “controls hub” that integrates risk management, knowledge management, and continuous improvement throughout the product lifecycle.
Technology Platform Control Strategies: Leveraging Prior Knowledge
As pharmaceutical development becomes increasingly complex, particularly in emerging fields like cell and gene therapies, technology platform control strategies offer an approach that leverages prior knowledge and standardized processes to accelerate development while maintaining quality standards. Unlike product-specific control strategies, platform strategies establish common processes, parameters, and controls that can be applied across multiple products sharing similar characteristics or manufacturing approaches.
The importance of maintaining state-of-the-art technology platforms has been highlighted in recent regulatory actions. A January 2025 FDA Warning Letter to Sanofi, concerning a facility that had previously won the ISPE’s Facility of the Year award in 2020, emphasized the requirement for “timely technological upgrades to equipment/facility infrastructure”. This regulatory focus underscores that even relatively new facilities must continually evolve their technological capabilities to maintain compliance and product quality.
Developing a Comprehensive Technology Platform Roadmap
A robust technology platform control strategy requires a well-structured technology roadmap that anticipates both regulatory expectations and technological advancements. According to recent industry guidance, this roadmap should include several key components:
At its foundation, regular assessment protocols are essential. Organizations should conduct comprehensive annual evaluations of platform technologies, examining equipment performance metrics, deviations associated with the platform, and emerging industry standards that might necessitate upgrades. These assessments should be integrated with Facility and Utility Systems Effectiveness (FUSE) metrics and evaluated through structured quality governance processes.
The technology roadmap must also incorporate systematic methods for monitoring industry trends. This external vigilance ensures platform technologies remain current with evolving expectations and capabilities.
Risk-based prioritization forms another critical element of the platform roadmap. By utilizing living risk assessments, organizations can identify emerging issues and prioritize platform upgrades based on their potential impact on product quality and patient safety. These assessments should represent the evolution of the original risk management that established the platform, creating a continuous thread of risk evaluation throughout the platform’s lifecycle.
Implementation and Verification of Platform Technologies
Successful implementation of platform technologies requires robust change management procedures. These should include detailed documentation of proposed platform modifications, impact assessments on product quality across the portfolio, appropriate verification activities, and comprehensive training programs. This structured approach ensures that platform changes are implemented systematically with full consideration of their potential implications.
Verification activities for platform technologies must be particularly thorough, given their application across multiple products. The commissioning, qualification, and validation activities should demonstrate not only that platform components meet predetermined specifications but also that they maintain their intended performance across the range of products they support. This verification must consider the variability in product-specific requirements while confirming the platform’s core capabilities.
Continuous monitoring represents the final essential element of platform control strategies. By implementing ongoing verification protocols aligned with Stage 3 of the FDA’s process validation model, organizations can ensure that platform technologies remain in a state of control during routine commercial manufacture. This monitoring should anticipate and prevent issues, detect unplanned deviations, and identify opportunities for platform optimization.
Leveraging Advanced Technologies in Platform Strategies
Modern technology platforms increasingly incorporate advanced capabilities that enhance their flexibility and performance. Single-Use Systems (SUS) reduce cleaning and validation requirements while improving platform adaptability across products. Modern Microbial Methods (MMM) offer advantages over traditional culture-based approaches in monitoring platform performance. Process Analytical Technology (PAT) enables real-time monitoring and control, enhancing product quality and process understanding across the platform. Data analytics and artificial intelligence tools identify trends, predict maintenance needs, and optimize processes across the product portfolio.
The implementation of these advanced technologies within platform strategies creates significant opportunities for standardization, knowledge transfer, and continuous improvement. By establishing common technological foundations that can be applied across multiple products, organizations can accelerate development timelines, reduce validation burdens, and focus resources on understanding the unique aspects of each product while maintaining a robust quality foundation.
How Control Strategies Tie Together Design, Qualification/Validation, and Risk Management
Control strategies serve as the central nexus connecting design, qualification/validation, and risk management in a comprehensive quality framework. This integration is not merely beneficial but essential for ensuring product quality while optimizing resources. A well-structured control strategy creates a coherent narrative from initial concept through on-going production, ensuring that design intentions are preserved through qualification activities and ongoing risk management.
During the design phase, scientific understanding of product and process informs the development of the control strategy. This strategy then guides what must be qualified and validated and to what extent. Rather than validating everything (which adds cost without necessarily improving quality), the control strategy directs validation resources toward aspects most critical to product quality.
The relationship works in both directions—design decisions influence what will require validation, while validation capabilities and constraints may inform design choices. For example, a process designed with robust, well-understood parameters may require less extensive validation than one operating at the edge of its performance envelope. The control strategy documents this relationship, providing scientific justification for validation decisions based on product and process understanding.
Risk management principles are foundational to modern control strategies, informing both design decisions and priorities. A systematic risk assessment approach helps identify which aspects of a process or facility pose the greatest potential impact on product quality and patient safety. The control strategy then incorporates appropriate controls and monitoring systems for these high-risk elements, ensuring that validation efforts are proportionate to risk levels.
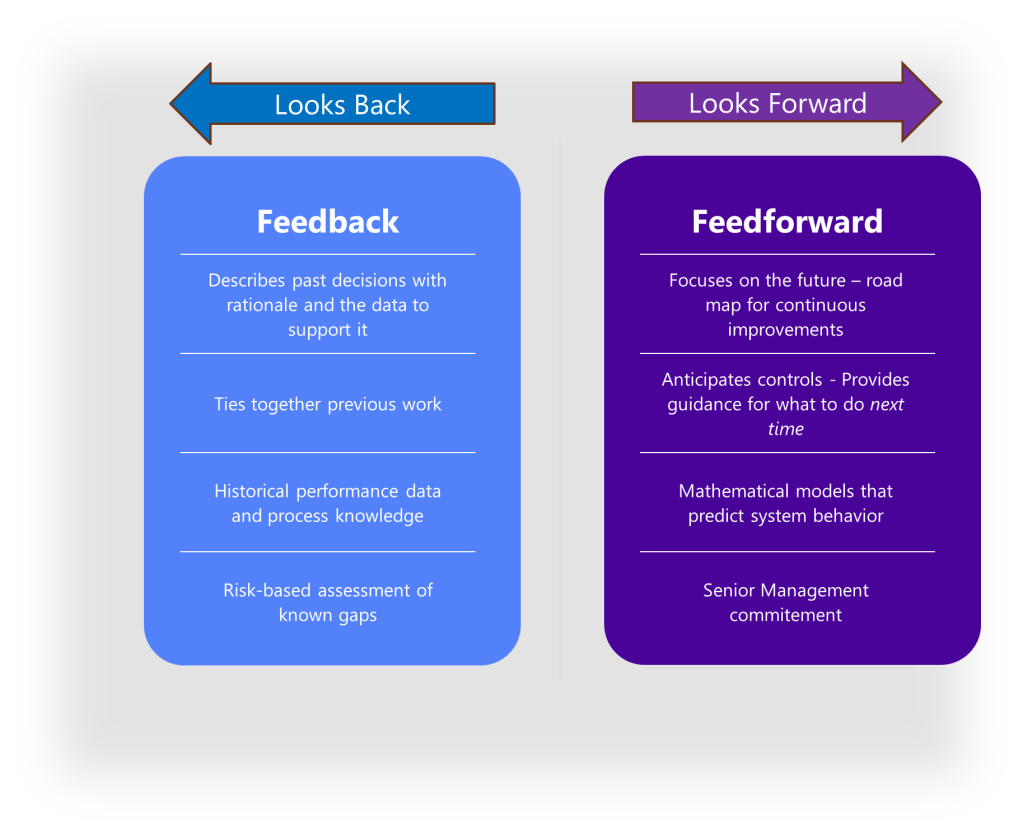
The Feedback-Feedforward Mechanism
One of the most powerful aspects of an integrated control strategy is its ability to function as what experts call a feedback-feedforward controls hub. As a product moves through its lifecycle, from development to commercial manufacturing, the control strategy evolves based on accumulated knowledge and experience. Validation results, process monitoring data, and emerging risks all feed back into the control strategy, which in turn drives adjustments to design parameters and validation approaches.
Comparing Control Strategy Approaches: Similarities and Distinctions
While these three control strategy approaches have distinct focuses and applications, they share important commonalities. All three emphasize scientific understanding, risk management, and continuous improvement. They all serve as program-level documents that connect high-level requirements with operational execution. And all three have gained increasing regulatory recognition as pharmaceutical quality management has evolved toward more systematic, science-based approaches.
Aspect
Annex 1 CCS
ICH Q8 Process Control Strategy
Technology Platform Control Strategy
Primary Focus
Facility-wide contamination prevention
Product and process quality
Standardized approach across multiple products
Scope
Microbial, pyrogen, and particulate contamination (a good one will focus on physical, chemical and biologic hazards)
All aspects of product quality
Common technology elements shared across products
Regulatory Foundation
EU GMP Annex 1 (2022 revision)
ICH Q8(R2)
Emerging FDA guidance (Platform Technology Designation)
Implementation Level
Manufacturing facility
Individual product
Technology group or platform
Key Components
Contamination risk identification, detection methods, understanding of contamination sources
QTPP, CQAs, CPPs, CMAs, design space
Standardized technologies, processes, and controls
Risk Management Approach
Infrastructural (facility design, processes, personnel) – great for a HACCP
Product-specific (process parameters, material attributes)
Process analytical technology, real-time release testing
Platform data management and cross-product analytics
These approaches are not mutually exclusive; rather, they complement each other within a comprehensive quality management system. A manufacturing site producing sterile products needs both an Annex 1 CCS for facility-wide contamination control and ICH Q8 process control strategies for each product. If the site uses common technology platforms across multiple products, platform control strategies would provide additional efficiency and standardization.
Control Strategies Through the Lens of Knowledge Management: Enhancing Quality and Operational Excellence
The pharmaceutical industry’s approach to control strategies has evolved significantly in recent years, with systematic knowledge management emerging as a critical foundation for their effectiveness. Control strategies—whether focused on contamination prevention, process control, or platform technologies—fundamentally depend on how knowledge is created, captured, disseminated, and applied across an organization. Understanding the intersection between control strategies and knowledge management provides powerful insights into building more robust pharmaceutical quality systems and achieving higher levels of operational excellence.
The Knowledge Foundation of Modern Control Strategies
Control strategies represent systematic approaches to ensuring consistent pharmaceutical quality by managing various aspects of production. While these strategies differ in focus and application, they share a common foundation in knowledge—both explicit (documented) and tacit (experiential).
Knowledge Management as the Binding Element
The ICH Q10 Pharmaceutical Quality System model positions knowledge management alongside quality risk management as dual enablers of pharmaceutical quality. This pairing is particularly significant when considering control strategies, as it establishes what might be called a “Risk-Knowledge Infinity Cycle”—a continuous process where increased knowledge leads to decreased uncertainty and therefore decreased risk. Control strategies represent the formal mechanisms through which this cycle is operationalized in pharmaceutical manufacturing.
Effective control strategies require comprehensive knowledge visibility across functional areas and lifecycle phases. Organizations that fail to manage knowledge effectively often experience problems like knowledge silos, repeated issues due to lessons not learned, and difficulty accessing expertise or historical product knowledge—all of which directly impact the effectiveness of control strategies and ultimately product quality.
The Feedback-Feedforward Controls Hub: A Knowledge Integration Framework
As described above, the heart of effective control strategies lies is the “feedback-feedforward controls hub.” This concept represents the integration point where knowledge flows bidirectionally to continuously refine and improve control mechanisms. In this model, control strategies function not as static documents but as dynamic knowledge systems that evolve through continuous learning and application.
The feedback component captures real-time process data, deviations, and outcomes that generate new knowledge about product and process performance. The feedforward component takes this accumulated knowledge and applies it proactively to prevent issues before they occur. This integrated approach creates a self-reinforcing cycle where control strategies become increasingly sophisticated and effective over time.
For example, in an ICH Q8 process control strategy, process monitoring data feeds back into the system, generating new understanding about process variability and performance. This knowledge then feeds forward to inform adjustments to control parameters, risk assessments, and even design space modifications. The hub serves as the central coordination mechanism ensuring these knowledge flows are systematically captured and applied.
Knowledge Flow Within Control Strategy Implementation
Knowledge flows within control strategies typically follow the knowledge management process model described in the ISPE Guide, encompassing knowledge creation, curation, dissemination, and application. For control strategies to function effectively, this flow must be seamless and well-governed.
The systematic management of knowledge within control strategies requires:
Methodical capture of knowledge through various means appropriate to the control strategy context
Proper identification, review, and analysis of this knowledge to generate insights
Effective storage and visibility to ensure accessibility across the organization
Clear pathways for knowledge application, transfer, and growth
When these elements are properly integrated, control strategies benefit from continuous knowledge enrichment, resulting in more refined and effective controls. Conversely, barriers to knowledge flow—such as departmental silos, system incompatibilities, or cultural resistance to knowledge sharing—directly undermine the effectiveness of control strategies.
Annex 1 Contamination Control Strategy Through a Knowledge Management Lens
The Annex 1 Contamination Control Strategy represents a facility-focused approach to preventing microbial, pyrogen, and particulate contamination. When viewed through a knowledge management lens, the CCS becomes more than a compliance document—it emerges as a comprehensive knowledge system integrating multiple knowledge domains.
Effective implementation of an Annex 1 CCS requires managing diverse knowledge types across functional boundaries. This includes explicit knowledge documented in environmental monitoring data, facility design specifications, and cleaning validation reports. Equally important is tacit knowledge held by personnel about contamination risks, interventions, and facility-specific nuances that are rarely fully documented.
The knowledge management challenges specific to contamination control include ensuring comprehensive capture of contamination events, facilitating cross-functional knowledge sharing about contamination risks, and enabling access to historical contamination data and prior knowledge. Organizations that approach CCS development with strong knowledge management practices can create living documents that continuously evolve based on accumulated knowledge rather than static compliance tools.
Knowledge mapping is particularly valuable for CCS implementation, helping to identify critical contamination knowledge sources and potential knowledge gaps. Communities of practice spanning quality, manufacturing, and engineering functions can foster collaboration and tacit knowledge sharing about contamination control. Lessons learned processes ensure that insights from contamination events contribute to continuous improvement of the control strategy.
ICH Q8 Process Control Strategy: Quality by Design and Knowledge Management
The ICH Q8 Process Control Strategy embodies the Quality by Design paradigm, where product and process understanding drives the development of controls that ensure consistent quality. This approach is fundamentally knowledge-driven, making effective knowledge management essential to its success.
The QbD approach begins with applying prior knowledge to establish the Quality Target Product Profile (QTPP) and identify Critical Quality Attributes (CQAs). Experimental studies then generate new knowledge about how material attributes and process parameters affect these quality attributes, leading to the definition of a design space and control strategy. This sequence represents a classic knowledge creation and application cycle that must be systematically managed.
Knowledge management challenges specific to ICH Q8 process control strategies include capturing the scientific rationale behind design choices, maintaining the connectivity between risk assessments and control parameters, and ensuring knowledge flows across development and manufacturing boundaries. Organizations that excel at knowledge management can implement more robust process control strategies by ensuring comprehensive knowledge visibility and application.
Particularly important for process control strategies is the management of decision rationale—the often-tacit knowledge explaining why certain parameters were selected or why specific control approaches were chosen. Explicit documentation of this decision rationale ensures that future changes to the process can be evaluated with full understanding of the original design intent, avoiding unintended consequences.
Technology Platform Control Strategies: Leveraging Knowledge Across Products
Technology platform control strategies represent standardized approaches applied across multiple products sharing similar characteristics or manufacturing technologies. From a knowledge management perspective, these strategies exemplify the power of knowledge reuse and transfer across product boundaries.
The fundamental premise of platform approaches is that knowledge gained from one product can inform the development and control of similar products, creating efficiencies and reducing risks. This depends on robust knowledge management practices that make platform knowledge visible and available across product teams and lifecycle phases.
Knowledge management challenges specific to platform control strategies include ensuring consistent knowledge capture across products, facilitating cross-product learning, and balancing standardization with product-specific requirements. Organizations with mature knowledge management practices can implement more effective platform strategies by creating knowledge repositories, communities of practice, and lessons learned processes that span product boundaries.
Integrating Control Strategies with Design, Qualification/Validation, and Risk Management
Control strategies serve as the central nexus connecting design, qualification/validation, and risk management in a comprehensive quality framework. This integration is not merely beneficial but essential for ensuring product quality while optimizing resources. A well-structured control strategy creates a coherent narrative from initial concept through commercial production, ensuring that design intentions are preserved through qualification activities and ongoing risk management.
The Design-Validation Continuum
Control strategies form a critical bridge between product/process design and validation activities. During the design phase, scientific understanding of the product and process informs the development of the control strategy. This strategy then guides what must be validated and to what extent. Rather than validating everything (which adds cost without necessarily improving quality), the control strategy directs validation resources toward aspects most critical to product quality.
The relationship works in both directions—design decisions influence what will require validation, while validation capabilities and constraints may inform design choices. For example, a process designed with robust, well-understood parameters may require less extensive validation than one operating at the edge of its performance envelope. The control strategy documents this relationship, providing scientific justification for validation decisions based on product and process understanding.
Risk-Based Prioritization
Risk management principles are foundational to modern control strategies, informing both design decisions and validation priorities. A systematic risk assessment approach helps identify which aspects of a process or facility pose the greatest potential impact on product quality and patient safety. The control strategy then incorporates appropriate controls and monitoring systems for these high-risk elements, ensuring that validation efforts are proportionate to risk levels.
The Feedback-Feedforward Mechanism
The feedback-feedforward controls hub represents a sophisticated integration of two fundamental control approaches, creating a central mechanism that leverages both reactive and proactive control strategies to optimize process performance. This concept emerges as a crucial element in modern control systems, particularly in pharmaceutical manufacturing, chemical processing, and advanced mechanical systems.
To fully grasp the concept of a feedback-feedforward controls hub, we must first distinguish between its two primary components. Feedback control works on the principle of information from the outlet of a process being “fed back” to the input for corrective action. This creates a loop structure where the system reacts to deviations after they occur. Fundamentally reactive in nature, feedback control takes action only after detecting a deviation between the process variable and setpoint.
In contrast, feedforward control operates on the principle of preemptive action. It monitors load variables (disturbances) that affect a process and takes corrective action before these disturbances can impact the process variable. Rather than waiting for errors to manifest, feedforward control uses data from load sensors to predict when an upset is about to occur, then feeds that information forward to the final control element to counteract the load change proactively.
The feedback-feedforward controls hub serves as a central coordination point where these two control strategies converge and complement each other. As a product moves through its lifecycle, from development to commercial manufacturing, this control hub evolves based on accumulated knowledge and experience. Validation results, process monitoring data, and emerging risks all feed back into the control strategy, which in turn drives adjustments to design parameters and validation approaches.
Knowledge Management Maturity in Control Strategy Implementation
The effectiveness of control strategies is directly linked to an organization’s knowledge management maturity. Organizations with higher knowledge management maturity typically implement more robust, science-based control strategies that evolve effectively over time. Conversely, organizations with lower maturity often struggle with static control strategies that fail to incorporate learning and experience.
Common knowledge management gaps affecting control strategies include:
Inadequate mechanisms for capturing tacit knowledge from subject matter experts
Poor visibility of knowledge across organizational and lifecycle boundaries
Ineffective lessons learned processes that fail to incorporate insights into control strategies
Limited knowledge sharing between sites implementing similar control strategies
Difficulty accessing historical knowledge that informed original control strategy design
Addressing these gaps through systematic knowledge management practices can significantly enhance control strategy effectiveness, leading to more robust processes, fewer deviations, and more efficient responses to change.
The examination of control strategies through a knowledge management lens reveals their fundamentally knowledge-dependent nature. Whether focused on contamination control, process parameters, or platform technologies, control strategies represent the formal mechanisms through which organizational knowledge is applied to ensure consistent pharmaceutical quality.
Organizations seeking to enhance their control strategy effectiveness should consider several key knowledge management principles:
Recognize both explicit and tacit knowledge as essential components of effective control strategies
Ensure knowledge flows seamlessly across functional boundaries and lifecycle phases
Address all four pillars of knowledge management—people, process, technology, and governance
Implement systematic methods for capturing lessons and insights that can enhance control strategies
Foster a knowledge-sharing culture that supports continuous learning and improvement
By integrating these principles into control strategy development and implementation, organizations can create more robust, science-based approaches that continuously evolve based on accumulated knowledge and experience. This not only enhances regulatory compliance but also improves operational efficiency and product quality, ultimately benefiting patients through more consistent, high-quality pharmaceutical products.
The feedback-feedforward controls hub concept represents a particularly powerful framework for thinking about control strategies, emphasizing the dynamic, knowledge-driven nature of effective controls. By systematically capturing insights from process performance and proactively applying this knowledge to prevent issues, organizations can create truly learning control systems that become increasingly effective over time.
Conclusion: The Central Role of Control Strategies in Pharmaceutical Quality Management
Control strategies—whether focused on contamination prevention, process control, or technology platforms—serve as the intellectual foundation connecting high-level quality policies with detailed operational procedures. They embody scientific understanding, risk management decisions, and continuous improvement mechanisms in a coherent framework that ensures consistent product quality.
Regulatory Needs and Control Strategies
Regulatory guidelines like ICH Q8 and Annex 1 CCS underscore the importance of control strategies in ensuring product quality and compliance. ICH Q8 emphasizes a Quality by Design (QbD) approach, where product and process understanding drives the development of controls. Annex 1 CCS focuses on facility-wide contamination prevention, highlighting the need for comprehensive risk management and control systems. These regulatory expectations necessitate robust control strategies that integrate scientific knowledge with operational practices.
Knowledge Management: The Backbone of Effective Control Strategies
Knowledge management (KM) plays a pivotal role in the effectiveness of control strategies. By systematically acquiring, analyzing, storing, and disseminating information related to products and processes, organizations can ensure that the right knowledge is available at the right time. This enables informed decision-making, reduces uncertainty, and ultimately decreases risk.
Risk Management and Control Strategies
Risk management is inextricably linked with control strategies. By identifying and mitigating risks, organizations can maintain a state of control and facilitate continual improvement. Control strategies must be designed to incorporate risk assessments and management processes, ensuring that they are proactive and adaptive.
The Interconnectedness of Control Strategies
Control strategies are not isolated entities but are interconnected with design, qualification/validation, and risk management processes. They form a feedback-feedforward controls hub that evolves over a product’s lifecycle, incorporating new insights and adjustments based on accumulated knowledge and experience. This dynamic approach ensures that control strategies remain effective and relevant, supporting both regulatory compliance and operational excellence.
Why Control Strategies Are Key
Control strategies are essential for several reasons:
Regulatory Compliance: They ensure adherence to regulatory guidelines and standards, such as ICH Q8 and Annex 1 CCS.
Quality Assurance: By integrating scientific understanding and risk management, control strategies guarantee consistent product quality.
Operational Efficiency: Effective control strategies streamline processes, reduce waste, and enhance productivity.
Knowledge Management: They facilitate the systematic management of knowledge, ensuring that insights are captured and applied across the organization.
Risk Mitigation: Control strategies proactively identify and mitigate risks, protecting both product quality and patient safety.
Control strategies represent the central mechanism through which pharmaceutical companies ensure quality, manage risk, and leverage knowledge. As the industry continues to evolve with new technologies and regulatory expectations, the importance of robust, science-based control strategies will only grow. By integrating knowledge management, risk management, and regulatory compliance, organizations can develop comprehensive quality systems that protect patients, satisfy regulators, and drive operational excellence.
In the complex landscape of biologics drug substance (DS) manufacturing, the understanding and management of Critical Material Attributes (CMAs) has emerged as a cornerstone for achieving consistent product quality. As biological products represent increasingly sophisticated therapeutic modalities with intricate structural characteristics and manufacturing processes, the identification and control of CMAs become vital components of a robust Quality by Design (QbD) approach. It is important to have a strong process for the selection, risk management, and qualification/validation of CMAs, capturing their relationships with Critical Quality Attributes (CQAs) and Critical Process Parameters (CPPs).
Defining Critical Material Attributes
Critical Material Attributes (CMA) represent a fundamental concept within the pharmaceutical QbD paradigm. A CMA is a physical, chemical, biological, or microbiological property or characteristic of an input material controlled within an appropriate limit, range, or distribution to ensure the desired quality of output material. While not officially codified in guidance, this definition has become widely accepted throughout the industry as an essential concept for implementing QbD principles in biotech manufacturing.
In biologics drug substance manufacturing, CMAs may encompass attributes of raw materials used in cell culture media, chromatography resins employed in purification steps, and various other input materials that interact with the biological product during production. For example, variations in the composition of cell culture media components can significantly impact cell growth kinetics, post-translational modifications, and, ultimately, the critical quality attributes of the final biological product.
The biologics manufacturing process typically encompasses both upstream processing (USP) and downstream processing (DSP) operations. Within this continuum, product development aims to build robustness and demonstrate control of a manufacturing process to ensure consistency within the specifications of the manufacturing quality attributes. QbD principles reinforce the need for a systematic process development approach and risk assessment to be conducted early and throughout the biologics development process.
The Interdependent Relationship: CMAs, CQAs, and CPPs in Biologics Manufacturing
In biologics DS manufacturing, the relationship between CMAs, CPPs, and CQAs forms a complex network that underpins product development and manufacture. CQAs are physical, chemical, biological, or microbiological properties or characteristics of the output product that should remain within appropriate limits to ensure product quality. For biologics, these might include attributes like glycosylation patterns, charge variants, aggregation propensity, or potency—all of which directly impact patient safety and efficacy.
The intricate relationship between these elements in biologics production can or exabe expressed as: CQAs = f(CPP₁, CPP₂, CPP₃, …, CMA₁, CMA₂, CMA₃, …). This formulation crystallizes the understanding that CQAs in a biological product are a function of both process parameters and material attributes. For example, in monoclonal antibody production, glycosylation profiles (a CQA) might be influenced by bioreactor temperature and pH (CPPs) as well as the quality and composition of cell culture media components (CMAs).
Identifying CMAs in manufacturing must be aligned with biopharmaceutical development and manufacturing strategies guided by the product’s Target Product Profile (TPP). QbD principles are applied from the onset of product definition and development to ensure that the product meets patient needs and efficacy requirements. Critical sources of variability are identified and controlled through appropriate control strategies to consistently meet product CQAs, and the process is continually monitored, evaluated, and updated to maintain product quality throughout its life cycle.
The interdependence between unit operations adds another layer of complexity. The output from one unit operation becomes the input for the next, creating a chain of interdependent processes where material attributes at each stage can influence subsequent steps. For example, the transition from upstream cell culture to downstream purification operations where the characteristics of the harvested cell culture fluid significantly impact purification efficiency and product quality.
Systematic Approach to CMA Selection in Biologics Manufacturing
Identifying and selecting CMAs in biologics DS manufacturing represents a methodical process requiring scientific rigor and risk-based decision-making. This process typically begins with establishing a Quality Target Product Profile (QTPP), which outlines the desired quality characteristics of the final biological product, taking into account safety and efficacy considerations.
The first step in CMA selection involves comprehensive material characterization to identify all potentially relevant attributes of input materials used in production. This might include characteristics like purity, solubility, or bioactivity for cell culture media components. For chromatography resins in downstream processing, attributes such as binding capacity, selectivity, or stability might be considered. This extensive characterization creates a foundation of knowledge about the materials that will be used in the biological product’s manufacturing process.
Risk assessment tools play a crucial role in the initial screening of potential CMAs. These might include Failure Mode and Effects Analysis (FMEA), Preliminary Hazards Analysis (PHA), or cause-and-effect matrices that relate material attributes to CQAs.
Once potential high-risk material attributes are identified, experimental studies, often employing the Design of Experiments (DoE) methodology, are conducted to determine whether these attributes genuinely impact CQAs of the biological product and, therefore, should be classified as critical. This empirical verification is essential, as theoretical risk assessments must be confirmed through actual data before final classification as a CMA. The process characterization strategy typically aims to identify process parameters that impact product quality and yield by identifying interactions between process parameters and critical quality attributes, justifying and, if necessary, adjusting manufacturing operating ranges and acceptance criteria, ensuring that the process delivers a product with reproducible yields and purity, and enabling heads-up detection of manufacturing deviations using the established control strategy and knowledge about the impact of process inputs on product quality.
Risk Management Strategies for CMAs in Biologics DS Manufacturing
Risk management for Critical Material Attributes (CMAs) in biologics manufacturing extends far beyond mere identification to encompass a comprehensive strategy for controlling and mitigating risks throughout the product lifecycle. The risk management process typically follows a structured approach comprising risk identification, assessment, control, communication, and review—all essential elements for ensuring biologics quality and safety.
Structured Risk Assessment Methodologies
The first phase in effective CMA risk management involves establishing a cross-functional team to conduct systematic risk assessments. A comprehensive Raw Material Risk Assessment (RMRA) requires input from diverse experts including Manufacturing, Quality Assurance, Quality Control, Supply Chain, and Materials Science & Technology (MSAT) teams, with additional Subject Matter Experts (SMEs) added as necessary. This multidisciplinary approach ensures that diverse perspectives on material criticality are considered, particularly important for complex biologics manufacturing where materials may impact multiple aspects of the process.
Risk assessment methodologies for CMAs must be standardized yet adaptable to different material types. A weight-based scoring system can be implemented where risk criteria are assigned predetermined weights based on the severity that risk realization would pose on the product/process. This approach recognizes that not all material attributes carry equal importance in terms of their potential impact on product quality and patient safety.
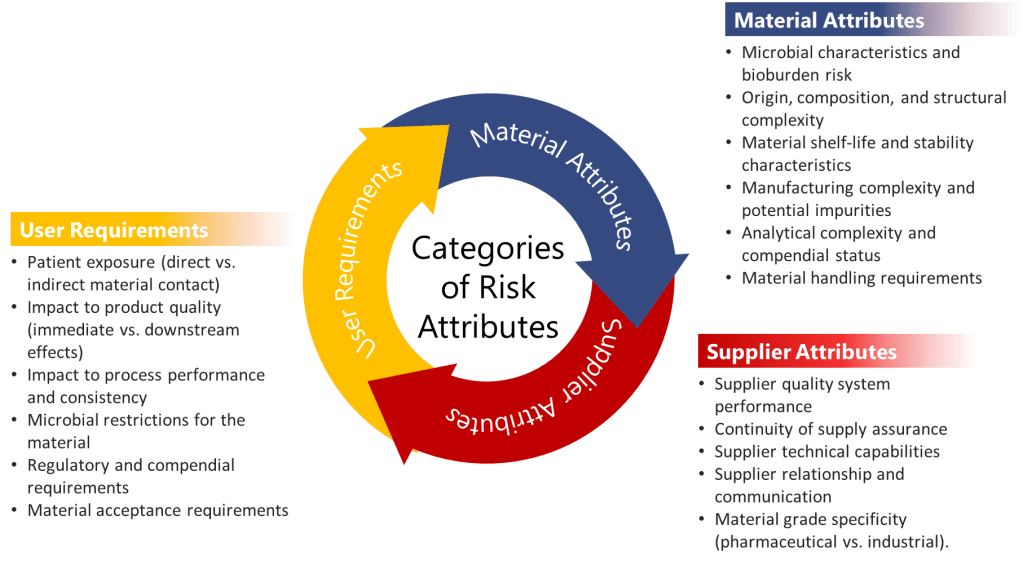
Comprehensive Risk Evaluation Categories
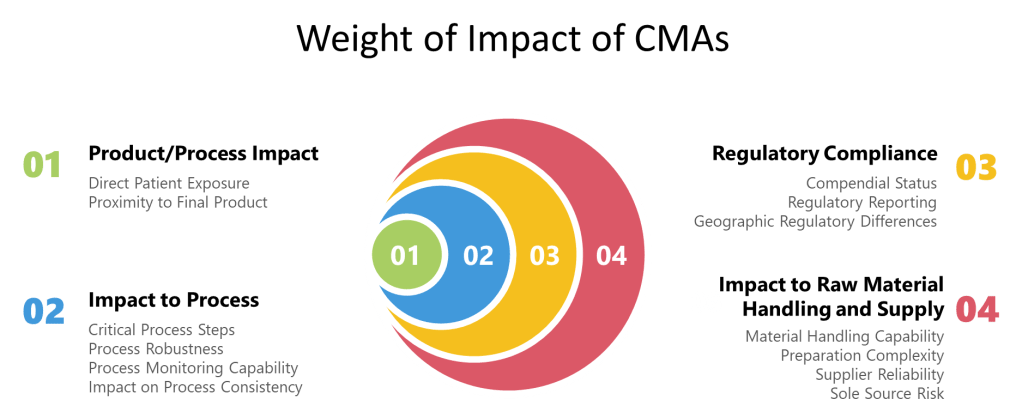
When evaluating CMAs, three major categories of risk attributes should be systematically assessed:
User Requirements: These evaluate how the material is used within the manufacturing process and include assessment of:
Patient exposure (direct vs. indirect material contact)
Impact to product quality (immediate vs. downstream effects)
Material Attributes: These assess the inherent properties of the material itself:
Microbial characteristics and bioburden risk
Origin, composition, and structural complexity
Material shelf-life and stability characteristics
Manufacturing complexity and potential impurities
Analytical complexity and compendial status
Material handling requirements
Supplier Attributes: These evaluate the supply chain risks associated with the material:
Supplier quality system performance
Continuity of supply assurance
Supplier technical capabilities
Supplier relationship and communication
Material grade specificity (pharmaceutical vs. industrial)
In biologics manufacturing, these categories take on particular significance. For instance, materials derived from animal sources might carry higher risks related to adventitious agents, while complex cell culture media components might exhibit greater variability in composition between suppliers—both scenarios with potentially significant impacts on product quality.
Quantitative Risk Scoring and Prioritization
Risk assessment for CMAs should employ quantitative scoring methodologies that allow for consistency in evaluation and clear prioritization of risk mitigation activities. For example, risk attributes can be qualitatively scaled as High, Medium, and Low, but then converted to numerical values (High=9, Medium=3, Low=1) to create an adjusted score. These adjusted scores are then multiplied by predetermined weights for each risk criterion to calculate weighted scores.
The total risk score for each raw material is calculated by adding all the weighted scores across categories. This quantitative approach enables objective classification of materials into risk tiers: Low (≤289), Medium (290-600), or High (≥601). Such tiered classification drives appropriate resource allocation, focusing intensified control strategies on truly critical materials while avoiding unnecessary constraints on low-risk items.
This methodology aligns with the QbD principle that not all quality attributes result in the same level of harm to patients, and therefore not all require the same level of control. The EMA-FDA QbD Pilot program emphasized that “the fact that a risk of failure is mitigated by applying a robust proactive control strategy should not allow for the underestimation of assigning criticality.” This suggests that even when control strategies are in place, the fundamental criticality of material attributes should be acknowledged and appropriately managed.
Risk Mitigation Strategies and Control Implementation
For materials identified as having medium to high risk, formalizing mitigation strategies becomes crucial. The level of mitigation required should be proportionate to the risk score. Any material with a Total Risk Score of Medium (290-600) requires a documented mitigation strategy, while materials with High risk scores (≥601) should undergo further evaluation under formal Quality Risk Management procedures. For particularly high-risk materials, consideration should be given to including them on the organization’s risk register to ensure ongoing visibility and management attention.
Mitigation strategies for high-risk CMAs in biologics manufacturing might include:
Enhanced supplier qualification and management programs: For biotech manufacturing, this might involve detailed audits of suppliers’ manufacturing facilities, particularly focusing on areas that could impact critical material attributes such as cell culture media components or chromatography resins.
Tightened material specifications: Implementing more stringent specifications for critical attributes of high-risk materials. For example, for a critical growth factor in cell culture media, the purity, potency, and stability specifications might be tightened beyond the supplier’s standard specifications.
Increased testing frequency: Implementing more frequent or extensive testing protocols for high-risk materials, potentially including lot-to-lot testing for biological activity or critical physical attributes.
Secondary supplier qualification: Developing and qualifying alternative suppliers for high-risk materials to mitigate supply chain disruptions. This is particularly important for specialized biologics materials that may have limited supplier options.
Process modifications to accommodate material variability: Developing processes that can accommodate expected variability in critical material attributes, such as adjustments to cell culture parameters based on growth factor potency measurements.
Continuous Monitoring and Periodic Reassessment
A crucial aspect of CMA risk management in biologics manufacturing is that the risk assessment is not a one-time activity but a continuous process. The RMRA should be treated as a “living document” that requires updating when conditions change or when mitigation efforts reduce the risk associated with a material. At minimum, periodical re-evaluation of the risk assessment should be conducted in accordance with the organization’s Quality Risk Management procedures.
Changes in material composition or manufacturing process
New information about material impact on product quality
Observed variability in process performance potentially linked to material attributes
Regulatory changes affecting material requirements
This continual reassessment approach is particularly important in biologics manufacturing, where understanding of process-product relationships evolves throughout the product lifecycle, and where subtle changes in materials can have magnified effects on biological systems.
The integration of material risk assessments with broader process risk assessments is also essential. The RMRA should be conducted prior to Process Characterization risk assessments to determine whether any raw materials will need to be included in robustness studies. This integration ensures that the impact of material variability on process performance and product quality is systematically evaluated and controlled.
Through this comprehensive approach to risk management for CMAs, biotech manufacturers can develop robust control strategies that ensure consistent product quality while effectively managing the inherent variability and complexity of production systems and their input materials.
Qualification and Validation of CMAs
The qualification and validation of CMAs represent critical steps in translating scientific understanding into practical control strategies for biotech manufacturing. Qualification involves establishing that the analytical methods used to measure CMAs are suitable for their intended purpose, providing accurate and reliable results. This is particularly important for biologics given their complexity and the sophisticated analytical methods required for their characterization.
For biologics DS manufacturing, a comprehensive analytical characterization package is critical for managing process or facility changes in the development cycle. As part of creating the manufacturing process, analytical tests capable of qualitatively and quantitatively characterizing the physicochemical, biophysical, and bioactive/functional potency attributes of the active biological DS are essential. These tests should provide information about the identity (primary and higher order structures), concentration, purity, and in-process impurities (residual host cell protein, mycoplasma, bacterial and adventitious agents, nucleic acids, and other pathogenic viruses).
Validation of CMAs encompasses demonstrating the relationship between these attributes and CQAs through well-designed experiments. This validation process often employs DoE approaches to establish the functional relationship between CMAs and CQAs, quantifying how variations in material attributes influence the final product quality. For example, in a biologics manufacturing context, a DoE study might investigate how variations in the quality of a chromatography resin affect the purity profile of the final drug substance.
Control strategies for validated CMAs might include a combination of raw material specifications, in-process controls, and process parameter adjustments to accommodate material variability. The implementation of control strategies for CMAs should follow a risk-based approach, focusing the most stringent controls on attributes with the highest potential impact on product quality. This prioritization ensures efficient resource allocation while maintaining robust protection against quality failures.
Integrated Control Strategy for CMAs
The culmination of CMA identification, risk assessment, and validation leads to developing an integrated control strategy within the QbD framework for biotech DS manufacturing. This control strategy encompasses the totality of controls implemented to ensure consistent product quality, including specifications for drug substances, raw materials, and controls for each manufacturing process step.
For biologics specifically, robust and optimized analytical assays and characterization methods with well-documented procedures facilitate smooth technology transfer for process development and cGMP manufacturing. A comprehensive analytical characterization package is also critical for managing process or facility changes in the biological development cycle. Such “comparability studies” are key to ensuring that a manufacturing process change will not adversely impact the quality, safety (e.g., immunogenicity), or efficacy of a biologic product. Advanced monitoring techniques like Process Analytical Technology (PAT) can provide real-time information about material attributes throughout the biologics manufacturing process, enabling immediate corrective actions when variations are detected. This approach aligns with the QbD principle of continual monitoring, evaluation, and updating of the process to maintain product quality throughout its lifecycle.
The typical goal of a Process Characterization Strategy in biologics manufacturing is to identify process parameters that impact product quality and yield by identifying interactions between process parameters and critical quality attributes, justifying and, if necessary, adjusting manufacturing operating ranges and acceptance criteria, ensuring that the process delivers a product with reproducible yields and purity, and enabling early detection of manufacturing deviations using the established control strategy.
Biologics-Specific Considerations in CMA Management
Biologics manufacturing presents unique challenges for CMA management due to biological systems’ inherent complexity and variability. Unlike small molecules, biologics are produced by living cells and undergo complex post-translational modifications that can significantly impact their safety and efficacy. This biological variability necessitates specialized approaches to CMA identification and control.
In biologics DS manufacturing, yield optimization is a significant consideration. Yield refers to downstream efficiency and is the ratio of the mass (weight) of the final purified protein relative to its mass at the start of purification (output/content from upstream bioprocessing). To achieve a high-quality, safe biological product, it is important that the Downstream Processing (DSP) unit operations can efficiently remove all in-process impurities (Host Cell Proteins, nucleic acid, adventitious agents).
The analytical requirements for biologics add another layer of complexity to CMA management. For licensing biopharmaceuticals, development and validation of assays for lot release and stability testing must be included in the specifications for the DS. Most importantly, a potency assay is required that measures the product’s ability to elicit a specific response in a disease-relevant system. This analytical complexity underscores the importance of robust analytical method development for accurately measuring and controlling CMAs.
Conclusion
Critical Material Attributes represent a vital component in the modern pharmaceutical development paradigm. Their systematic identification, risk management, and qualification underpin successful QbD implementation and ensure consistent production of high-quality biological products. By understanding the intricate relationships between CMAs, CPPs, and CQAs, biologics developers can build robust control strategies that accommodate material variability while consistently delivering products that meet their quality targets.
As manufacturing continues to evolve toward more predictive and science-based approaches, the importance of understanding and controlling CMAs will only increase. Future advancements may include improved predictive models linking material attributes to biological product performance, enhanced analytical techniques for real-time monitoring of CMAs, and more sophisticated control strategies that adapt to material variability through automated process adjustments.
The journey from raw to finished products traverses a complex landscape where material attributes interact with process parameters to determine final product quality. By mastering the science of CMAs, developers, and manufacturers can confidently navigate this landscape, ensuring that patients receive safe, effective, and consistent biological medicines. Through continued refinement of these approaches and collaborative efforts between industry and regulatory agencies, biotech manufacturing can further enhance product quality while improving manufacturing efficiency and regulatory compliance.